

Они имеют совершенно различные компоновки и кинематические схемы, например, токарно-фрезерные станки могут иметь программируемую заднюю бабку, противошпиндель, фрезерную голову, дополнительную револьверную головку, программируемый люнет, барфидер для подачи прутка, расширенный магазин инструментов, дополнительные оси перемещения рабочих органов станка и многое другое.
Наличие таких узлов делает токарно-фрезерный станок многофункциональным обрабатывающим центром, позволяющим производить обработку довольно сложных деталей за один установ. Это значительно экономит время обработки, упрощает технологический процесс, снижает погрешности установки деталей и повышает качество, так как здесь не требуется разбивать обработку на токарную и фрезерную. Всё это значительно снижает себестоимость выпускаемой продукции и повышает прибыль предприятия.

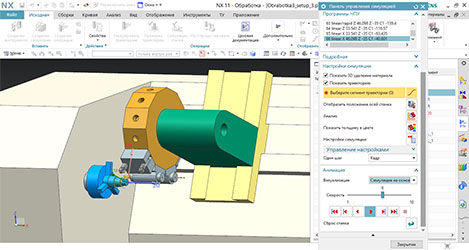
Рассмотрим пример программирования токарно-фрезерного станка в системе NX. Одним из способов является проектирование в контексте станка. В данном видео представлен наглядный пример проектирования токарно-фрезерной обработки в контексте станка в системе NX.
В токарно-фрезерных же станках таких позиций больше, одна револьверная голова имеет 12 позиций для инструментальных блоков, плюс каждый блок может обладать несколькими позициями режущих инструментов, таким образом позиций инструментов становится гораздо больше. И если мы сначала спроектирует инструменты и траектории их перемещения, а потом загрузим токарно-фрезерный станок, то система не сможет понять в какой позиции должен стоять конкретный инструмент.
Данный способ вполне логичен, понятен, обладает наглядностью, а также простотой в применении. Изначально видно не мешают ли инструменты при обработке детали, не происходят ли столкновения, зарезы и т.д., при обнаружении помех можно сразу переместить инструменты в другие позиции, расставить их так на станке, чтобы обработка производилась оптимально. Это значительно экономит время проектирования токарно-фрезерной обработки и получения надёжных и оптимальных управляющих программ, что также способствует снижению издержек и повышению экономического эффекта предприятия.