

ЭЭО относится к электрофизическим методам обработки. Ее технология придумана супружеской парой российских ученых Лазаренко еще в 50-х годах двадцатого века. Но нынешнее использование она обрела только в семидесятых.
ЭЭО дает возможность изготавливать предметы, которые невозможно получить с помощью традиционного механического метода обработки металлов. Можно создать глубокие пазы, делать изделия с малыми внутренними радиусами, выполнять точную штамповую оснастку и многие другие виды работ.
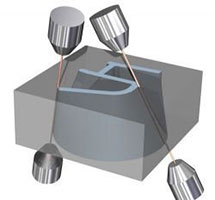
Суть процесса электроэрозионной обработки
Два электрода, одним из которых является электрод-инструмент (1), а вторым само металлическое изделие (2) помещаются в жидкость с низкой диэлектрической проницаемостью и соединяются с генератором электрических импульсов. Электроды имеют разную полярность.
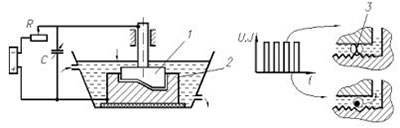
Такие разряды происходят периодически, импульсно. Частота импульсов и их длительность играют важную роль на достижение качества обрабатываемой детали. Например, чем меньше длительность импульса, тем меньше шероховатость поверхности.
Движение инструмента вызывает дальнейшие разряды один за другим, при этом разряд всегда происходит между ближайшими точками электродов. Даже на гладких поверхностях имеются микронеровности, и при сближении электродов всегда найдутся две близкорасположенные друг к другу точки электродов, между ними и происходит разряд.
Таким образом процесс ЭЭО состоит из двух этапов: сначала происходит электрический пробой диэлектрической жидкости, а затем устанавливается дуговой разряд.
Процесс ЭЭО основан на электрической эрозии, т.е. разрушении верхнего слоя поверхности детали от воздействия электрических разрядов. Когда-то этот процесс считался только как отрицательный, но с применением его в качестве размерной обработки материалов, он приобрел и положительный эффект.
Процесс электроэрозионной обработки происходит до тех пор, пока не будет выбран весь материал или не будут достигнуты нужные размеры детали. Заготовка постепенно будет принимать форму инструмента.
В качестве диэлектрической жидкости выступают ликвидные смеси, такие как: керосин, спиртовые растворы, маслянистые жидкости, вода и т.д.
В представленной схеме заготовка имеет положительный полюс и она является анодом, а инструмент отрицательный полюс, он является катодом. От воздействия разрядов происходит разрушение обоих электродов и какой электрод будет разрушаться больше зависит от многих факторов — полярного эффекта, а также материала электродов и т.д. Повышение эрозии одного электрода относительно другого электрода и есть полярный эффект.
Прямой полярностью называют такое подключение полюсов к электродам, которое вызывает большую эрозию обрабатываемого электрода-заготовки. Соответственно, когда эрозия электрода-инструмента больше, чем электрода-заготовки подключение называют обратной полярностью.
Учитывая это, электрод-инструмент необходимо изготавливать из материалов стойких к электрической эрозии, таких как латунь, медь, графит, вольфрам и т.д.
Виды электроэрозионной обработки
Выделяют 4 вида электроэрозионной обработки:
— Электроискровая
— Электроимпульсная
— Анодно-механическая
— Электроконтактная
Данные виды ЭЭО используются для проведения размерной обработки изделия, а также два из них электроискровая и электроимпульсная обработки могут использоваться еще и для упрочнения или покрытия поверхности.
По методам подвода энергии ЭЭО разделяют на три группы:
— Через контакт. К этой группе относится электромеханический способ.
— Через канал разряда. Электроискровой и электроимпульсный способы.
— Комбинированный контактно-дуговой. Электроконтактный и Анодно-механический способ.
Также выделяют и следующие виды ЭЭО:
— Электроэрозионная комбинированная. Ее суть заключается в том, что она выполняется в одно время с остальными видами работы над металлом.
— Комбинированная электро-химическая. Осуществляется одновременно с электрическим и химическим расщеплением структуры материала детали в электролите.
— Электроэрозионная абразивная. Суть лежит в разрушении металлической заготовки с помощью абразивной обработки.
Электроискровая и электроимпульсная обработки отличаются друг от друга устройством генератора импульсов, формой импульса, полярностью электродов и т.д. А электроконтактная, анодно-механическая обработки отличаются родом тока и рабочей средой.
Но суть всех этих видов остается одной, а именно — удаление металла в результате термического действия электрического тока.
Технологии электроэрозионной обработки
С помощью ЭЭО проводятся операции:
• Прошивание. Электрод-инструмент углубляется в электрод-заготовку и образует отверстие постоянного сечения.
Прошивание отверстий является одной из распространенных операций. Методом ЭЭО возможно обрабатывать отверстия длиной до 20 диаметров, а используя трубчатый электрод-инструмент и до 40 диаметров. При вращении электрода-инструмента или обрабатываемой поверхности, или одновременно и инструмента, и заготовки, глубина отверстия может быть увеличена.
Также прошиванием обрабатывают узкие щели, пазы, окна, карманы и другие элементы, которые механическими методами обработать невозможно.
• Копирование. ЭЭО обработка, при которой форма детали повторяет форму инструмента. Таким методом обрабатывают объемные поверхности.
• Отрезание/вырезание.
• Сложноконтурная проволочная вырезка. Вырезку контурной детали можно сделать и путем прошивания, но для этого нужен электрод-инструмент, имеющий форму детали, что не отвечает требования экономичности.
При проволочной вырезке инструментом является тонкая проволока из меди, латуни, вольфрама. Диаметр проволоки от нескольких микрон до 0,5 мм. Проволока перематывается с катушки на катушку для обеспечения равномерности износа проволоки. Данный метод обеспечивает высокую точность обрабатываемой детали, плюс данный процесс полностью автоматизирован.
• Шлифование. Применяют для чистовой обработки труднообрабатываемых материалов и твердых сплавов.
• Доводка.
• Маркирование. Нанесение букв, цифр, логотипов высокого качества и не вызывает внутренние напряжения, деформации деталей, что имеет место при ударном маркировании.
• Упрочнение. Придание поверхности детали особых свойств. Этот процесс называют электроэрозионным легированием, его сущность заключается в перенесении материала электрода на заготовку. Данный процесс создает износоустойчивый упрочненный поверхностный слой детали.
• Другие виды операций.
Невозможно не подчеркнуть то, что электроэрозионная обработка металлов дает возможность получить поверхности самых разных конфигураций и геометрических форм при минимальных трудозатратах.

Преимущества и недостатки электроэрозионной обработки
Такая обработка в ряде случаев является одним из самых экономически выгодных способов обработки изделий. Детали, изготовленные по такой технологии, отличаются высоким уровнем прочности и точностью исполнения. Преимуществами данного метода являются:
• Глубокая обработка заготовки. Глубина прошиваемого отверстия может достигать 40 диаметров.
• Подходит для задач, с которыми не справляются методы механической обработки, например, обработки закрытых полостей с фигурной поверхностью дна, малыми внутренними радиусами и т.д. Механическая обработки ограничена радиусом фрезы, в том время, как ЭЭО позволят получать радиус порядка 0,1мм. Изделия могут иметь совершенно различную форму.
• Обеспечивается высокая точность резки до 0,001 мм, и низкая шероховатость поверхности.
• Бесшумность.
• Экономное использование ресурсов. Малый износ инструментов и т.д.
• Применим для материалов любой плотности, таких как труднообрабатываемые материалы, твердые сплавы и другие очень прочные материалы.
• Не нуждается в промежуточных операциях, ЭЭО позволяет получать полностью готовую деталь.
• Однородная поверхность детали.
• Снижает риски деформации тонкостенных деталей, которая наблюдается при механической обработке.
Стоит отметить и то, что ЭЭО обладает также и рядом недостатков, а именно:
• Не высокая производительность.
• Высокое энергопотребление.
• ЭЭО применима только для электропроводящих материалов.
Не смотря на недостатки, электроэрозионная обработка обладает большим потенциалом, и широко применяется в промышленности. Например, для обработки глубоких полостей с малыми внутренними радиусами, узких пазов и многих других элементов применяется только электроэрозионная обработка.
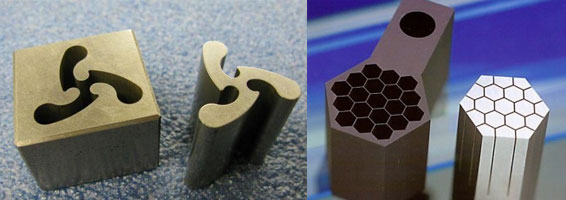
Достоинства электроэрозионной обработки хорошо видны в ходе создания техоснастки и сопутствующих элементов: матрицы, пунсона, лекального шаблона, прессовой формы и других деталей из труднообрабатываемых материалов и твердых сплавов.
Оборудование для электроэрозионной обработки
Этим устройством принято считать электроэрозионный станок. Он поможет создать фасонные полости и профильные пазы на изделиях из твердых материалов.
Касательно количества видов фасонных полостей и других элементов, которые сейчас уже применяются в различных отраслях промышленности, то следует отметить, что объемы их внушительные. И с развитием ЭЭО детали будут усложняться и дальше.
С этим связано и развитие оборудования совершенно в различных направлениях, например, обеспечения возможности обработки больших габаритных деталей, обработки под углом, параллельной обработки нескольких деталей (пакетом) и других возможностей, а также в направлении снижения энергопотребления, повышения производительности и т.д.
Автоматизация таких станков дает значительный эффект, так применение станков с ЧПУ, позволяет снизить трудоемкость обработки изделий.
Электроэрозионные станки обычно просты в использовании и обеспечивают их быструю переналадку.
Проектирование электроэрозионной обработки
Технологическая подготовка производства изделий на электроэрозионных станках связана с множеством задач, в том числе и с проектированием электродов-инструментов. Такие инструменты обычно имеют сложные поверхности и предназначены для обработки штампов и других деталей.
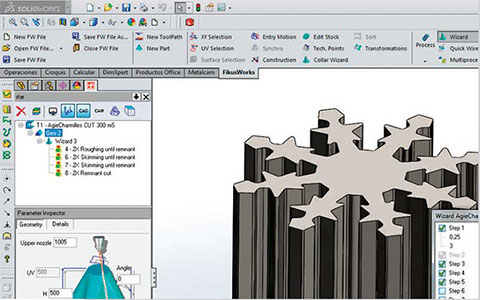
Чтобы создать такой электрод нужно спроектировать его 3d-модель, выпустить конструкторскую документацию и разработать технологический процесс изготовления электрода, а также разработать управляющую программу для его обработки на станке с ЧПУ. Данные задачи решаются с помощью автоматизированных CAD/CAM-систем.
Заключение
Технология электроэрозионной обработки широко развивается и стала одним из распространенных способов обработки материалов, она прочно вошла в жизнь современной промышленности.
Ее использование позволяет легче воплотить в жизнь более лучшие конструкторские решения при создании деталей, к которым предъявляются высокие требования надежности, жесткости, и изготавливаемых из твердых и труднообрабатываемых материалов. Данные детали в свою очередь совершенствуют различную технику.
Таким образом, результатом электроэрозионной обработки является деталь с самой разной и сложной конструкцией.



