Листовой металл является самым распространенным материалом для производства различных металлоконструкций. Из него можно вырезать различные фигуры, гнуть, вальцевать и таким образом получать всевозможные формы детали, которые трудно получить из других сортаментов. Изготовление изделий путем гибки и сварки листового металла является каждодневной работой предприятий, занимающихся изготовлением металлоконструкций.
Прежде, чем приступить к изготовлению гнутой детали необходимо создание ее заготовки. Заготовкой здесь является развертка листового металла. Вырезав по её размерам лист металла и загнув в размеченных местах получаем деталь необходимой нам конфигурации.
Построение таких разверток является частой задачей конструкторов и технологов на производстве металлоконструкций. Строить их вручную довольно трудоемко, данный процесс занимает много времени и к тому же обладает некоторым риском появления ошибок в силу большого объёма ручного расчета размеров развертки, то есть человеческого фактора.
Уже давно этот процесс удачно автоматизирован, и современные CAD-системы обладают специальными модулями «Листовой металл» для проектирования гнутых деталей из листового металла и автоматического получения их разверток.
При автоматизированном проектировании применяют два метода.
1. Построить 3d-модель, преобразовать в листовой металл и получить развертку.
2. Построить базовую плиту и гнуть ее, добавляя новые стенки под разными углами и радиусами.
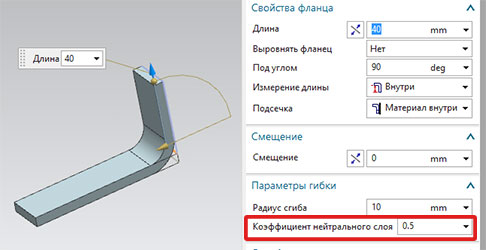
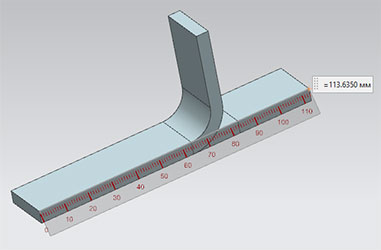
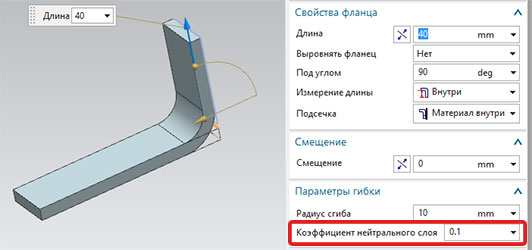
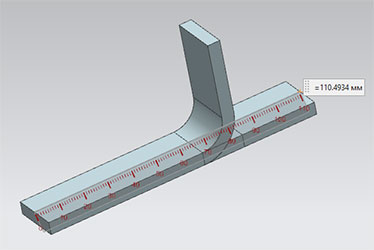
При автоматизированном проектировании развертки листового металла в CAD-системе всегда необходимо учитывать по какой кромке (наружной, внешней или средней линии) строится развертка. Другими словами учитывать коэффициент нейтрального слоя (К). Например, если коэффициент нейтрального слоя примем 0,5, что соответствует середине толщины листового металла, то длина развертки составит 113,635 мм, а если K=0.1, то Lразвертки=110,4934 мм. Разница очевидна, во втором случае полностью бракованная деталь, так как из 110 мм 113 уже никак не сделать, если конечно не сплющить ее в толщине, но это уже другая история).
Развернутая длина гиба равна длине этого нейтрального слоя элемента. Нейтральный слой не растягивается и не сжимается при сгибе детали. И положение этого нейтрального слоя как раз и определяет коэффициент К. При увеличении коэффициента нейтральный слой смещается к внешней стороне сгиба. Этот коэффициент зависит от множества факторов, таких как физические характеристики материала, толщина листа, радиус сгиба. Его рассчитывают по специальным формулам.
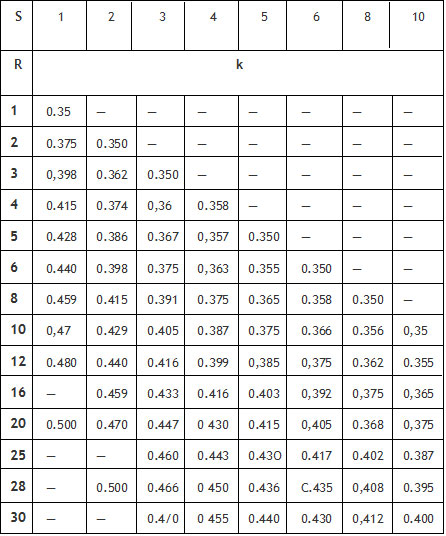
Таблица коэффициента К в зависимости от толщины листа (S) и радиуса гибки (r) можно выбрать из следующей таблицы.
Часто про этот коэффициент забывают, всегда учитывайте этот фактор, так как именно из-за этого вроде бы незначительного значения, может быть полностью зарезана деталь без возможности доработки. Каждый случай индивидуален и необходимо менять коэффициент, поэтому корректируйте его исходя из своей ситуации.
Построение разверток осуществляется не только для листового металла, её также с успехом используют при создании шаблонов для отрезки труб, например, с уклоном на торце для создания угла поворота трубопровода. Но это уже немного другая тема, поэтому подробнее об этом можно узнать здесь…
Освоив такой метод проектирования деталей из листового металла можно легко делать подобные развертки одним кликом. Это здорово экономит время проектирования и конструкторско-технологической подготовки производства к выпуску продукции, а также значительно снижает человеческий фактор и вероятность получения брака. Что всё вместе позитивно влияет на эффективность предприятия и конечно же на экономические показатели и прибыли в целом.