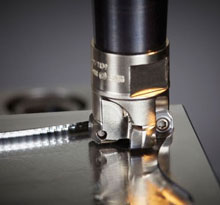


Но когда длина отверстия превышает диаметр в 10 раз, т.е. L/D>10, его необходимо обрабатывать методом глубокого сверления на специальном оборудовании и специальными сверлами.
Это достаточно специфическая операция, но имеющая широкое применение в различных отраслях, особенно в таких, как нефтегазовой, аэрокосмической, металлургической промышленности.
Основными сложностями глубокого сверления являются увод сверла, непрямолинейность оси, получаемого отверстия, разностенность, некруглость отверстия, сложность вывода стружки, и доставки СОЖ в зону резания и т.д.
В глубоком сверлении необходимо обеспечить дробление стружки, чтобы она не пакетировалась и не портила обрабатываемую поверхность.
Инструменты для глубокого сверления
Для глубокого сверления применяются специальные сверла, выделяют 3 типа таких сверл или систем сверления. У данных систем существенно отличается организация подвода СОЖ.
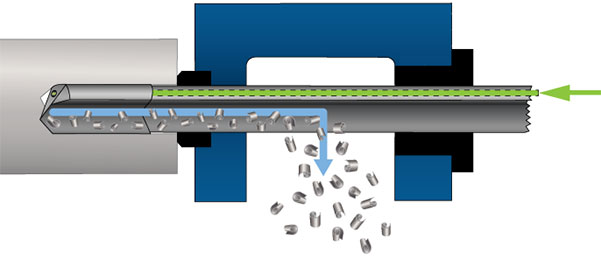
1. Эжекторная система (двуштанговая)
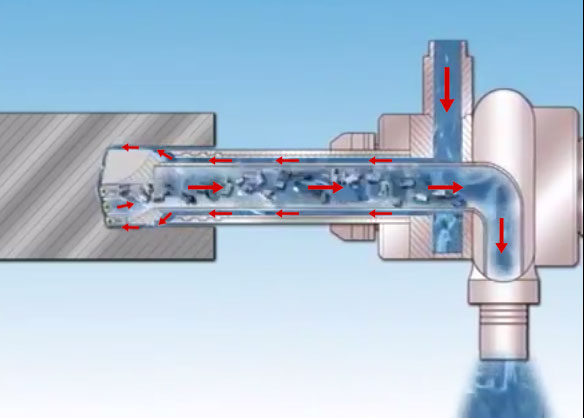
В такой системе требуется меньшее давление СОЖ, чем в STS системе. Эжекторная система может применяться на универсальных станках и в основном применяется для средних партий.


В силу высокого давления СОЖ, обеспечивается лучшее удаление стружки, и в этом плане данная система надежнее эжекторной, и она более лучше справляется с обработкой материалов с плохим стружкодроблением, т.е. низкоуглеродистых и нержавеющих сталей, но STS система требует специального оборудования. Поэтому такая система наиболее эффективно подходит для крупносерийного производства.
Это первый выбор для высокопроизводительной обработки и крупносерийного производства

Ружейные сверла могут применяться на обрабатывающих центрах, необходимым условием является наличие достаточного давления внутренней подачи СОЖ.

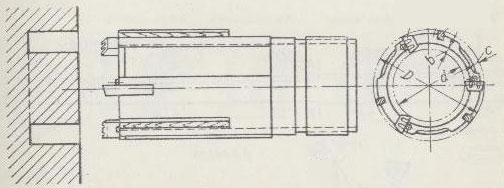
Кольцевые сверла, трепанирование
Производительность глубокого сверления
Глубокое сверление, особенно скоростное, в большинстве случаев превосходит по производительности и качеству все другие технологические способы обработки отверстий.
Если взять даже простые спиральные сверла, которые успешно применяются только для неглубоких отверстий (L/D<5), то отвод стружки у них затруднен, так приходится выводить сверло из отверстия для очистки его от стружки, а это уже совсем не производительно. Более лучше отвод осуществляется у сверл с внутренним подводом СОЖ, однако их стоимость в разы дороже обычных спиральных. Глубокое сверление характеризуется, как непрерывный процесс обработки отверстий.
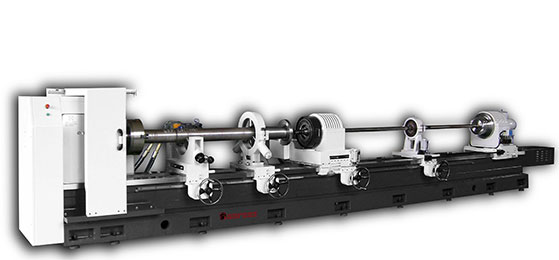
Станки для глубокого сверления
Существуют различные компоновки станков для глубокого сверления, преобладающая часть создана для обработки отверстий в цилиндрических заготовках, которым придается вращение, а инструмент перемещается с заданной подачей, т.е. по принципу токарного типа, это обеспечивает высокую точность и производительность обработки. Но возможно обрабатывать только отверстия соосные оси заготовки.
Существуют компоновки, где вращение передается и заготовке в противоположном направлении сверла, и самому сверлу, этот вариант достигает лучших показателей точности и производительности.

Для обработки тяжелых заготовок или сверления эксцентричных отверстий используют станки, где вращение задается только инструменту.
Станки глубокого сверления выполняются как горизонтального типа, так и вертикального. Хотя вертикальный тип может сверлить заготовки сравнительно небольшой длинны имеет некоторые преимущества. Так инструмент в вертикальной компоновке не подвергается изгибающим усилиям от собственного веса.
Существуют станки глубокого сверления вертлюжного типа, здесь заготовка устанавливается в полый шпиндель называемого вертлюг, в силу того, что его нельзя сильно вращать, применение в основном получил в деталях, которым нельзя задавать большие крутящие моменты. Принцип схож со станками токарного типа.
Станки для глубокого сверления могут иметь самые различные компоновки, они относятся к группе специальных станков. Также они могут выполнять и операции растачивания отверстия.
Станки занимают большое пространство в цехе, требуют особого внимания к сбору и охлаждению СОЖ, обеспечению высокого давления СОЖ, сбору стружки и т.д. Необходимо учитывать, что в случае неисправности такой станок трудно заменить каким-либо другим, надо быть предусмотрительным и принять меры по этому поводу заранее, возможно приобретение второго подобного станка, заручиться гарантийной поддержкой производителя или поставщика станка, а также проведение каких-либо других мероприятий.
Заключение
Операция глубокого сверления проводится на больших и довольно дорогостоящих заготовках, ее качественное исполнение и стабильность получения результатов имеет огромное значение для различных предприятий. Выбор и внедрение такого станка важный и необходимый момент для многих предприятий.
Главными критериями инвестирования в такой станок являются множество факторов — это конечно же срок окупаемости, повышение производительности и качества продукции, расширение производственных возможностей, повышение статуса и авторитета предприятия, увеличение экономической эффективности производства и, как следствие, увеличение прибыли.