

Чтобы снизить лункообразование, проточины необходимо выбирать инструмент с меньшим углом в плане или пластины круглой формы.

Ввиду малых скоростей при обработке титана наблюдается высокое трение инструмента, что вызывает большое выделение тепла. Так при выборе малых радиусов при вершине режущей пластины этот радиус просто «сгорает», поэтому выбираем радиусы побольше. Контролировать температуру в зоне резания можно скоростью, толщиной стружки и глубиной резания.
Обязательно применение СОЖ, и желательно под высоким давлением. Необходимо точно направить подачу СОЖ в зону резания. Используя СОЖ под давлением (80 бар) можно повысить скорость резания на 20%, стойкость инструмента на 50%, а также улучшить стружкодробление.
Для обработки титановых сплавов не используйте инструменты на основе керамики.
Выбор инструмента для наружной токарной обработки
Предварительная обработка:
— Квадратные пластины с большим радиусом вершины, возможно назначить большую глубину резания.
— Круглые пластины больших размеров.
— Использовать стружколомы для тяжелой обработки, стружколомы снижающие силу резания, стружколомы с улучшенным контролем стружкообразования.
— Используйте твердые сплавы без покрытия.
— Круглые пластины (имеется возможность назначить высокие скорости резания, высокую подачу, присутствует меньший износ, небольшая глубина резания.)
— Использовать сплавы без покрытия, или как вариант PVD-покрытие для обеспечения сочетания прочность-износостойкость.
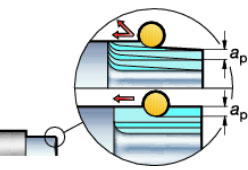
— Снижать подачу при увеличении глубины.
— Выбирать радиус пластины меньше, чем радиус скругления на детали, так не придется занижать радиус.
— На криволинейных участках снижайте подачу на 50%.
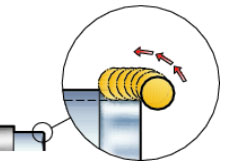
— Трохоидальное точение – первый выбор.
— Если невозможно трохоидальное точение используйте врезание под углом.

— Выбирайте пластины с шлифованными режущими кромками, они повышают стойкость и снижают силы резания.
— Предпочтение имеет острая геометрия, но также учитывайте требование стабильности при выборе геометрии и формы пластины.
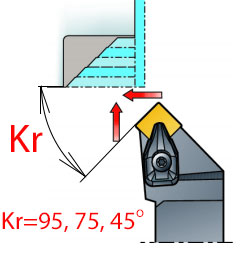
— Для тонкостенных деталей выбирайте главный угол в плане Kr=45 градусов и радиус при вершине не более 3хap, острую геометрию с небольшим радиусом округления режущей кромки. Используйте относительно низкую подачу 0,15 мм/об.
— Для жестких деталей выбирайте большой радиус при вершине и большой радиус округления режущей кромки.
— Выбирайте сплав без покрытия, или с PVD-покрытием и острой кромкой для снижения сил резания и повышения скорости резания, или поликристаллический алмаз (PCD) для обеспечения высокой стойкости и скорости резания. По сравнению с твердым сплавом без покрытия PCD может увеличить скорость в 2 раза
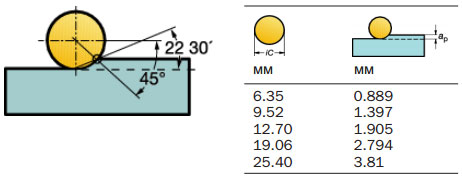
Рекомендации при использовании круглых пластин
1. Используйте рекомендацию назначения ap, как на рисунке ниже.
Режимы токарной обработки титана
Для обработки титана характерны малые скорости резания при большой подаче и глубине резания, интенсивное охлаждение.
Предварительная обработка (тяжелая черновая обработка, удаление корки и т.д.): ap=3-10 мм, fn=0.3-0.8 мм, Vc=25 м/мин.
Промежуточная обработка (черновая, получистовая обработка без корки, профильная обработка и т.д.): ap=0.5-4 мм, fn=0.2-0.5 мм, Vc=40-80 м/мин.
Окончательная обработка (получистовая, чистовая обработка, финишная обработка и т.д.): ap=0,25-0,5 мм, fn=0.1-0.4 мм, Vc=80-120 м/мин.
Выбор инструмента для внутреннего растачивания
Предварительная обработка:
— Главный угол в плане 90 град, но не менее 75 град. Это снизит отжатие оправки и вибрации.
— Используйте твердый сплав без покрытия.
— Используйте максимально возможный диаметр оправки и минимальный вылет.
Промежуточная обработка:
— Главный угол в плане 93 град, угол при вершине 55 град.
— Стружколом обеспечивающий низкие силы резания.
— Твердый сплав без покрытия.
— Максимально возможный диаметр оправки, минимальный вылет
— При необходимости антивибрационный инструмент.
Окончательная обработка:
— Позитивные пластины с задним углом и острая геометрия для снижения сил резания и меньшего отжатия инструмента.
— Шлифованная пластина, угол при вершине 55 град, главный угол в плане 93 град
— Твердый сплав без покрытия.
— Максимально возможный диаметр оправки, минимальный вылет
— При необходимости антивибрационный инструмент.
Далее мы рассмотрим фрезерование титана, выделим основные приемы для преодоления всех сложностей обработки титана уже на фрезерных станках.