

Титановые сплавы в сравнении с титаном имеют уже более высокую прочность и жаропрочность сохраняя при этом достаточно хорошую пластичность, малую плотность и высокую коррозионную стойкость.
Такие качества титана и титановых сплавов широко востребованы и нашли свое применение в различных отраслях промышленности – судостроении, авиастроении, аэрокосмической, химической, газовой, нефтяной, пищевой, медицинской промышленности и многих других сферах. Из технически чистого титана, так и из титановых сплавов получают ответственные детали машин и приборов.
Технический титан хорошо обрабатывается давлением, из него изготавливают листы, поковки, трубы, проволоку и т.д. Он хорошо сваривается аргонодуговой сваркой и другими видами контактной сварки.
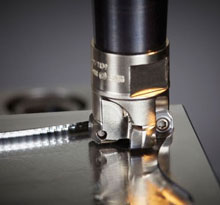
Но что касается обработки резанием, то титан показывает плохие характеристики, одним словом — он плохо подвергается резанию. Титан налипает на режущей кромке инструмента, что приводит к быстрому его износу.
1. Альфа-сплавы (α-сплавы) – легируются Al, O и/или N, т.е. альфа-стабилизаторами.
2. Бета-сплавы (β-сплавы) –легируются Mb, Fe, V, Cr и/или Mn, т.е. бета-стабилизаторами.
3. Сплавы альфа + бета (α+ β) – сплавы с двухфазной структурой.
Данные легирующие элементы значительно влияют на обрабатываемость титановых сплавов.
При обработке титановых сплавов возникают большие силы резания и высокие температуры в зоне резания, при этом титан обладает низкой теплопроводностью, что мешает выводить тепло из зоны резания. А при воздействии адгезии и высоких температур происходит налипание это вызывает высокие силы трения, что также вызывает дальнейшее увеличение сил резания и повышение температуры, и соответственно, износа инструмента.
Весьма важным является обеспечение требований к качеству поверхностного слоя деталей при механической обработке титана. Это обуславливает ресурс, усталостные и другие не менее важные характеристики изделия в целом.
Использование шлифования титана ограничено появлением прижогов на поверхностном слое, созданием остаточных напряжений и другими проблемами, которые как-раз и снижают усталостную прочность и ресурс изделия. Поэтому если проводится шлифование, то необходимо снижение скорости резания шлифования, и осуществления жесткого контроля режимов, отсутствие прижогов и т.д.. Но в первую очередь рекомендуется замена шлифования на лезвийную обработку.
Для окончательной обработки криволинейных деталей с высокими требованиями к качеству поверхности используют ленточное шлифование.
Трудоемкость обработки титановых сплавов превосходит трудоемкость стали порядка в 3-4 раза, а алюминия в 5-7 раз.
Рассмотрим основные особенности токарной обработки титана и фрезерования титана в дальнейших наших статьях.